Three Common Issues With Inkjet Additive Manufacturing and How to Address Them
Last Updated on June 25, 2024 by ImageXpert Team
The development of different 3D printing technologies has transformed the industry from purely rapid prototyping into a widely accepted suite of additive manufacturing methods for producing a range of parts and products. The most well-known technologies include fused deposition modeling (FDM) for the general public and selective laser sintering (SLS) for industrial use, but there are two growing processes that rely on inkjet technology: binder jetting and direct deposition. In this post, we have a quick look at the do’s and don’ts of these brilliant technologies through common challenges that you may encounter.
A LITTLE ABOUT THE DIFFERENCES
Binder jetting (left) involves the use of inkjet to define areas in a build bed to stick together, or in some variants, to act as a heat-absorber to enable thermally activated bonding. The chemistry being delivered can vary significantly, depending on the particulate and the function being generated. The simplest form, patented by MIT back in the 1980s essentially involved jetting water into gypsum, although the modern versions of printers use more complex material combinations carried in organic solvents or alcohols. One of the challenges for this technology is the re-processability of all the excess powder in the bed. If it is unable to be recycled, there can be a lot of waste, which led to the development of another technique.
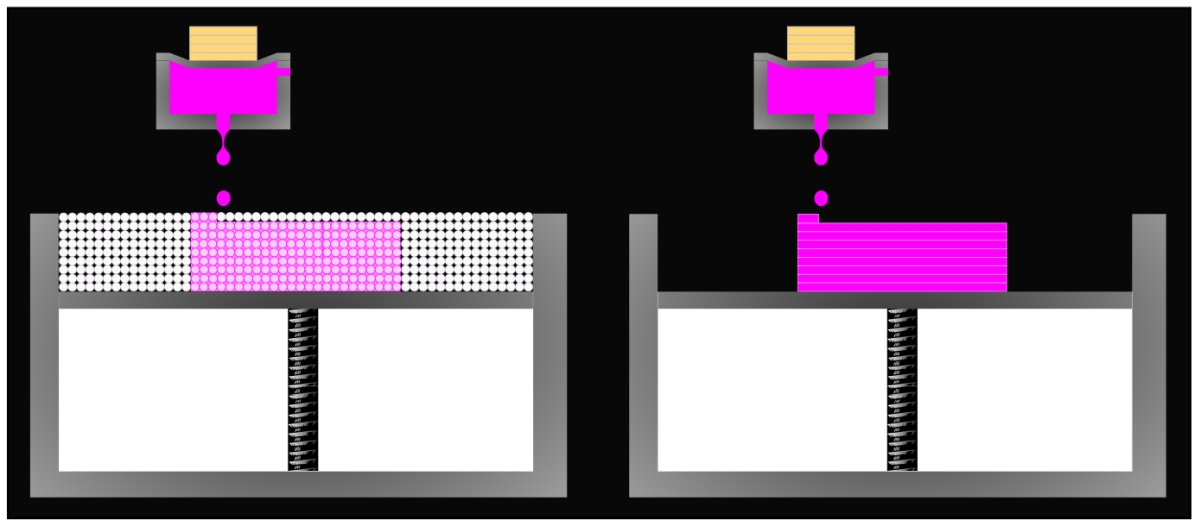
Direct deposition inkjet (right) gets around this by being more purely additive and placing material on a bed only where needed. It has a lot in common in that sense with the everyday FDM tools, but instead of extruding a thermoplastic, the build is formed from individual drops. Due to the small drop sizes that are possible with inkjet, combined with voxel-level addressability of multi-material builds, this has the potential for very complex parts to be realized. Many of the material systems for direct deposition are UV-curable or hybrid UV ink types with higher viscosity, like a UV-hotmelt or so-called UV-gel ink. Waxes are also common too, especially as support materials. We will discuss why high viscosity inks are common in this application soon.
COMMON ISSUE #1: BUILD QUALITY
When binder jetting, the binder formulation and powder recipe must work together to achieve the required part. Even if post-processing such a spraying or infiltration is used, the original, untreated (referred to as “green”) part still needs the strength to be handled. This is achieved by balancing the content of the carrier fluid with the active binder materials to form a strong “glue”.
For the part to come out the right shape, then distortions due to saturation of the bed also need to be minimized. Tailoring the volume per unit area in combination with the deposited layer thickness is key, along with a controlled amount of drying between layers.
The other process challenge is overcoming the poor edge control from wicking of the binder liquid in the powder layer, which can cause the binder to stick particles together outside the intended voxel. This is where tuning the ink viscosity can be helpful. In direct deposition, high viscosity inks are used because it can help reduce the extent of ink spread upon impact, thus retaining the pixel layer resolution of the print system within the printed part. Binder jetting can benefit from the same approach.
Varied powder mixtures can be used to create a predictable behavior, by having a controllable interaction between the binder liquid and the power. Adding resin to the powder that absorbs quickly and releases slowly is such an example – like adding sugar to gypsum to regular the water absorption.
Quickly applying some UV dose, from a UV-LED for example, can also help prevent spreading in direct deposition, even if full curing and associated end-use properties may come from addition post-processing, just like with Stereolithography (SLA) resins.
Join Our Mailing List
COMMON ISSUE #2: MISSING JETS
Regardless of the application, missing jets is the most common failure mode when it comes to inkjet printing, so here we will focus only on the potential causes that are unique to additive manufacturing processes. One cause of missing jets that is unique to binder jetting is what is known as powder splash. This effect is where the force of the drop causes the powder particles to move before they can be immobilized by the wetting ink. Since the printhead needs to be quite close to the powder surface to get the desired resolution, there is a chance of contamination of the nozzle surface by the splash of particles. Combine this with accumulations of the glue-like fluid on the nozzle plate, which often form as a result of normal inkjet operation, and avoiding blocked nozzles can be very difficult.
There are several approaches that can be taken to help correct this problem. The first is to maximize the printing gap to move the nozzle plate farther away from the splash zone. This often requires the drops to be larger and faster in order to accomplish this without sacrificing drop placement accuracy – something that waveform optimization comes in handy for. Another benefit of optimizing the waveform is that you may see reduced misting and nozzle plate wetting, giving the flying particles less to stick to. More on reducing satellites and wetting can be found in their associated articles here and here. Another option is to try to reduce the splash itself, which can be accomplished by simply reducing the force of the drop impact. You want the drops to be moving fast enough to reach the powder, but not too fast. Another creative approach is with controlled airflow to act as an air curtain, protecting the nozzle plate from the splash.
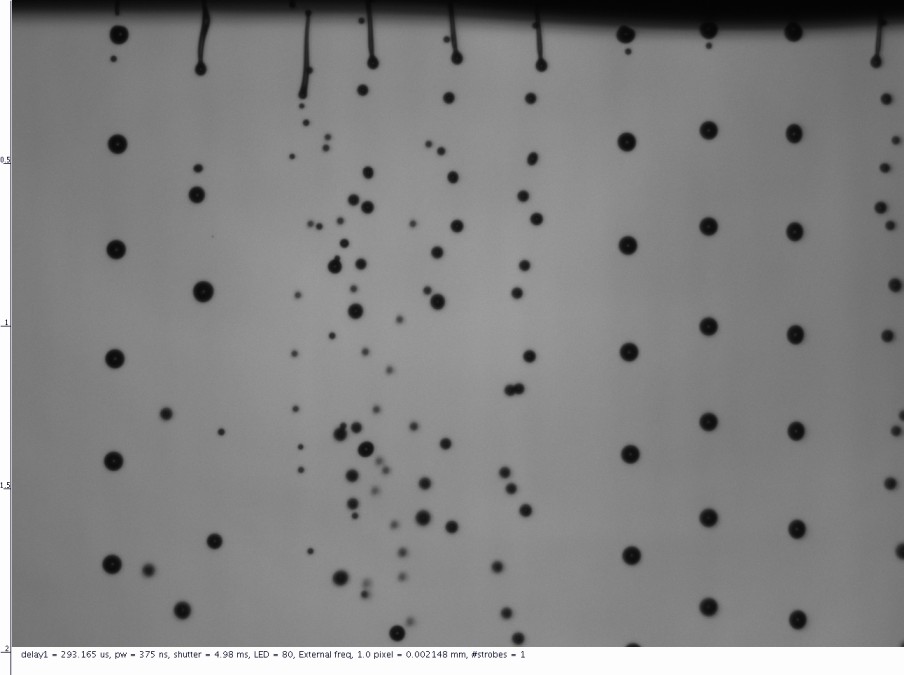
Visualize Powder Splash in Real Time
You can customize your JetXpert Dropwatcher with the Surface Add-On to study the size and speed of drops and how they influence the reaction with the powder by watching the process live.
Learn MoreFor direct deposition using some form of UV-curable ink, the process of addressing missing jets is very similar to other inkjet applications using UV-curable inks. The UV curing nature of these materials means that from a reliability perspective stray light is a significant risk. Transparent uv-curable materials like varnish are even more vulnerable to stray light. This can come from external environment, or from reflection from the UV curing lamps themselves. This is a design flaw that is easy to miss for 3D printer manufacturers that are relatively less experienced, as it is a lesson that is often learned the hard way.
In both applications, adding a printhead cleaning phase to the build process is crucial to prevent small defects from growing into big problems. In more advanced printers, cleaning should be fully automated and designed with the specific OEM chemistry in mind. Wet cleaning, using fluids that are appropriate both to print head and compatible with the ink, is a good way to wash away contaminants before wiping to reduce the chance of pushing particles into nozzles. It can also be effective with dealing with partly-cured materials.
COMMON ISSUE #3: HARSH CHEMISTRIES
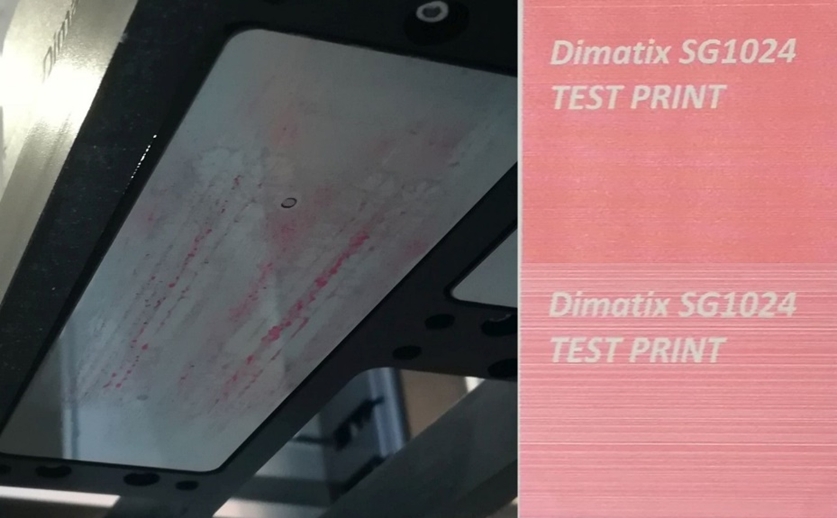
Quite a few of the chemistry approaches for binder jetting involve depositing materials that have actual functioning resin binder materials, a bit like glue. A strong example of these are the high temperature resistance phenolic resins that are used to make sand-based molds for metal casting. The first risk that you will notice is the probability of partially gluing the nozzles themselves and creating deviation issues (as in the image below of a phenolic resin ink). The well-established methods designed to cope with latency in aqueous inks, such as tickle pulsing, spitting and print head recirculation can be used to help manage printhead lifetime, in addition to robust cleaning as just discussed.
Something that may take longer to notice is that these materials sometimes need to be dissolved in quite strong solvents to get the right viscosity, which can result in head failure over time if the compatibility with the ink path is not well understood. Material compatibility kits (MCK) for that printhead are your first line of defense against accidentally overlooking this. If you’ve accepted that head failure cannot be avoided, using disposable printheads with a lower cost factor for replacement may be an option. Just be sure not to forget about the potential additional costs of unsuccessful builds!
CONCLUSION
Even with the chemistry optimized, which is no mean feat in itself, the big three challenges with binder jetting are all related to reliability of the build over the thousands of layers required, especially as the push for productivity means there is a focus on “single pass” rather than “multi-pass” and therefore become more dependent on individual nozzle quality.
Referenced Products and Resources
-

The Top 4 Solutions for Latency / De-Cap
Learn More -

JetXpert Drop Analysis
Learn More -

How to Optimize a Waveform
Learn More